



靖江杰盛机床制造有限公司
联系人:赵先生
联系电话:15861003220
联系地址:靖江市靖广路188号
服务区域:全国
联合冲剪机刀片使用和技术参数介绍
大家一直想知道联合冲剪机刀片使用和技术参数,今天为大家介绍下。联合冲剪机采用液压传动装置,利用特制的刀片和模具对板钢,方钢,圆钢,角钢,槽钢,工字钢等进行剪切,冲孔、模剪等。
联合冲剪机也叫多功能联合冲剪机,此机配有多处部位。不同的部位有不同操作功能;每个部位部位可根据加工件的要求配置不同的刀片和模具。
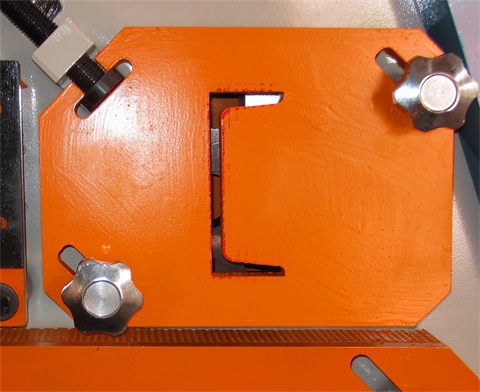
1、模剪部位
模剪部位独特的没汁使得该部位对角钢和扁钢加工剪切电器连锁安全防护操作者最大的安全,通风的防护装置确保操作者最大视力范围。三个挡块确保精确定位。
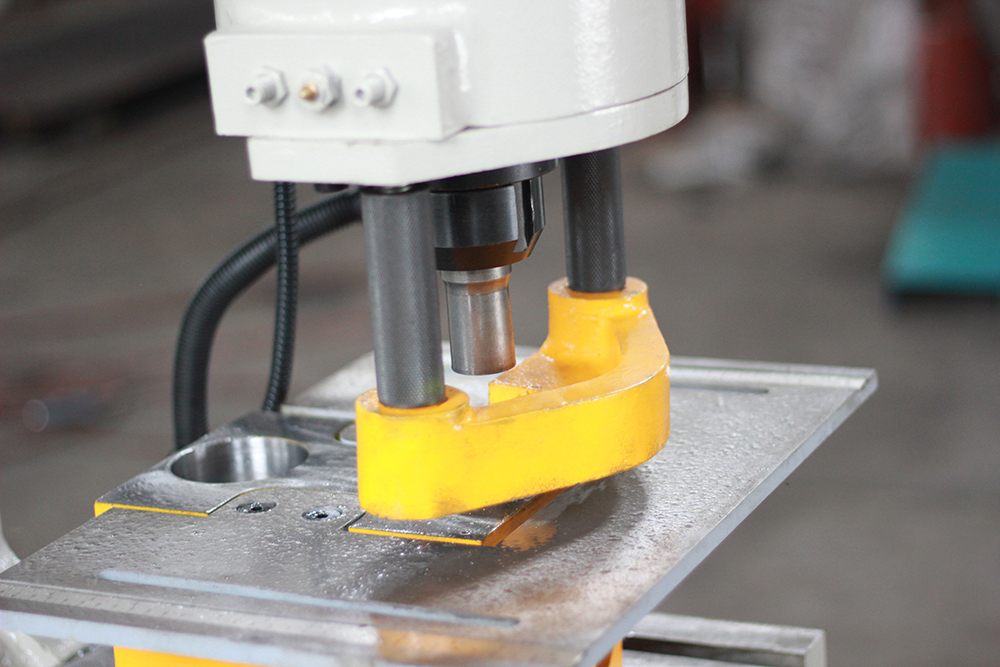
2、角钢剪切部位
角钢剪切部位利用角钢剪切刀片可从卜端和下端作45度角钢剪切。菱形刀片确保高质量的剪切,即:最小变形和剪切材料的损失,从顶端和底部可作45度剪切。圆钢、方钢剪切部位具有多个不同尺寸的孔,可调的压料装置便于剪切各种尺寸的型钢、槽钢工字形钢,刀片可供选择。大型的标准的方型挡板便于板材料剪。大型的锁紧螺母。精确的方钢剪切。大且坚固的防护装置保证最大的安全。角铁折弯功能。
3、冲孔部位
冲孔部位缺料装置配有大范围的可视窗,旋转设计便于操作,两块较大的带标尺的挡料板作为标准配件。快速换膜的螺母及螺套便于更换上下模。冲剪机刀片冲模冲剪机配置有5种刀片及模具,分别是:冲剪机行剪刀片、冲剪机角钢刀片、冲剪机模剪刀片、冲剪机横剪刀片,共计11片和冲剪机上下冲模等。
1、冲孔模具
冲孔模具分为上下模。其独特的结构能对大号的角钢和槽钢进行精确冲孔。也可以选择折弯机模具把工件折成想要的角度。
2、角钢剪切刀片
角钢剪切刀片可从卜端和下端作45度角钢剪切。菱形刀片确保高质量的剪切,即:最小变形和剪切材料的损失,从顶端和底部可作45度剪切。圆钢、方钢剪切部位具有多个不同尺寸的孔等。

3、模剪刀片
模剪刀片可剪不同的角度,槽钢刀片、方钢刀片、圆钢刀片、角钢刀片、四种刀片可以任意互换方钢圆钢模板,角度模板,槽钢模板等。
4、槽钢刀片
剪切不同槽钢更换不同的槽钢刀片方可行扁钢剪切,易调节的压料脚保证精确剪切15"带刻度的方形挡料作为标准设备。防变形的高质量有剪切刀片。下刀片有四面可用刀口,内有螺钉便于调整压料间隙。
液压冲剪机的表面要求有哪些
联合冲剪机表面不应有图样未划定的凸起、凹陷和粗糙不平,板料和铸造的门、盖接合处不应有边缘不屈整征象,到处油杯应加满润滑脂,齿轮亦应加上润滑油。用手搬动呆板,查抄呆板各部门运转环境是否良好正常,并检定好剪切间隙。在用手搬动呆板,认为运转环境良好后,再开动电机,使其空转,查抄运转环境。
试车与验收试车前的准备事情呆板在安置后,应将呆板的各摩擦面擦洗干净、涂以润滑油。打底、涂漆曩昔应过细去除底锈、型砂、油污及别的污物。
涂漆外貌应完备、平滑、均匀和色调划一,不应有雀斑,皱纹、呆板全部零件及附件的未加工面根据外貌环境打底、涂漆。气泡和沾附物。
联合冲剪机凡需拆卸的接合处,涂漆后切开。擦洗呆板时,不能利用砂布或别的硬物,及其有腐化性的洗涤剂。空运转试车2~4小时,查抄各轴承温度不高出60~65℃,无非常征象。

哪些因素会影响联合冲剪机的运行
哪些因素会影响联合冲剪机的运行?液压冲剪机集多种功能于一机,具有工作噪音小、行程可调和模具安装方便等特点。能进行冲孔、剪板、角铁剪切、槽钢剪切、圆钢剪切、方钢剪切、切边、折弯、开槽、压花、冲制百页口、多孔冲裁、管子模剪等多种冲压加工,是小型金属件加工最有效的综合加工机。液压联合冲剪机适用于具有模架结构的模具及剪板刀模。主要加工材料:平板、槽钢、角铁、工型钢、管件、圆钢、方钢等。可对工件进行各种角度折弯及各种形状的冲压加工。占用空间小,加工力量大,综合加工能力强,安全性高等特点。可大幅度降低设备投资成本,提升您的竞争力。正确操作联合冲剪机的
冲孔工位的方法,下面介绍十二点建议:
1.冲剪机在工作前应作空运转2-3分钟,检查脚闸等控制装置的灵活性,确认正常后方可使用,不得带病运转。
2.模具时要紧牢固,上、下模对正,保证位置正确,用手搬转冲剪机试冲(空车),确保在模具处于良好情况下工作。
3.冲剪机开车前要注意润滑,取下床面上的一切浮放物品。
4.联合冲剪机的冲孔工位取动时或运转冲制中,操作者站立要恰当,手和头部应与联合冲剪机的冲孔工位保持一定的距离,并时刻注意冲头动作,严禁与他人闲谈。
5.冲制或猥制短小工件时,应用专门工具,不得用手直接送料或取件。
6.冲制或猥制长体零件时,应设制安全托料架或采取其它安全措施,以免掘伤。
7.单冲时,手脚不准放在手、脚闸上,必须冲一次搬(踏)一下,严防事故。
8.两人以上共同操作冲剪机时,负责搬(踏)闸者,必须注意送料人的动作,严禁一面取件,一面搬(踏)闸。
9.工作结束时及时停车,切断电源,整理环境,擦拭联合冲剪机。
10.联合冲剪机的冲孔工位工必须经过学习,掌握设备的结构、性能,熟悉操作规程并取得操作许可方可独立操作。
11.正确使用冲剪机上安全保护和控制装置,不得任意拆动。
12.检查冲剪机各传动、连接、润滑等部位及防护保险装置是否正常,装模具螺钉必须牢固,不得移动。